1. तोड़ना और पीटना
बेकार कागज या घास जैसे वाणिज्यिक पल्प बोर्ड को हाइड्रोलिक पल्पर में डालें और इसे फिर से लुगदी में तोड़ दें। औद्योगिक पैकेजिंग उत्पादों का उपयोग आमतौर पर क्षैतिज हाइड्रोलिक पल्पर्स के उत्पादन में किया जाता है, और विघटन के दौरान लुगदी की सांद्रता 5%-8% होती है। इसके फायदे केवल कागज के फाइबर को फैलाने में भूमिका निभाते हैं, कोई काटने का प्रभाव नहीं, उच्च विघटन दक्षता, कम विघटन समय, कम बिजली की खपत, सरल संरचना, छोटे पदचिह्न, और अधिक डोपेंट और धातु अशुद्धियों को संभाल सकते हैं बेकार कागज। कुचला हुआ गूदा भंडारण टैंक में गिरता है, उचित सांद्रता को समायोजित करता है, और इसे पीटने के लिए एक आंतरायिक बीटर या निरंतर रिफाइनर या रिफाइनर में पंप करता है, या कुचले हुए गूदे को उत्पादन की जरूरतों के अनुसार कुचल दिया जाता है। उच्च सांद्रता क्लीनर, फ़ाइबर डीकंसोलिडेटर और डबल {{9} डिस्क रिफाइनर के बाद, डी-स्लैगिंग, डीकंस्ट्रक्टिंग और बीटिंग की जाती है, और तैयार घोल को स्टोरेज टैंक या स्टैंडबाय के लिए स्लरी वितरण टैंक में छोड़ दिया जाता है। पिटाई की गिरावट की डिग्री आम तौर पर 28 डिग्री -35 डिग्री है।
2. घोल तैयार करें
पिटाई की प्रक्रिया में, डिज़ाइन किए गए घोल अनुपात के अनुसार कई प्रकार के कच्चे माल को मात्रात्मक रूप से घोल टैंक में जोड़ा जा सकता है, और घोल को आकार दिया जा सकता है और थोड़ी मात्रा में कार्यात्मक योजक जोड़े जा सकते हैं। यदि पेपर मोल्डेड उत्पाद के तरल प्रवेश प्रतिरोध को बढ़ाने के लिए एक आकार देने वाला एजेंट जोड़ा जाता है, तो इस्तेमाल किया जाने वाला आकार देने वाला एजेंट आमतौर पर रोसिन, पैराफिन मोम लेटेक्स या रोजिन पैराफिन मोम गोंद होता है। गौरतलब है कि इस एडिटिव को जोड़ने के बाद उत्पाद को पर्यावरण के अनुकूल पेपर सपोर्ट नहीं कहा जा सकता है। गैर-बॉन्डिंग अपशिष्ट कागज उत्पाद लुगदी के लिए, लुगदी के पूर्ण शुष्क फाइबर द्रव्यमान के 3% के बराबर रोसिन गोंद जोड़ें; बंधुआ अपशिष्ट कागज उत्पादों के लिए लुगदी के लिए 1.5%-2% रोसिन गोंद मिलाया जाना चाहिए। घोल की उच्च अवधारण दर प्राप्त करने के लिए टैल्कम पाउडर को भराव के रूप में गूदे में भी मिलाया जा सकता है। 20%-30% तालक भराव वाले जलीय निलंबन को 6 मिनट के लिए उच्च गति पर मिक्सर में उपचारित किया जा सकता है, और फिर पानी से पतला किया जा सकता है और रासायनिक सहायता के साथ जोड़ा जा सकता है। फिलर सस्पेंशन बनाने के लिए इसे अगले 5 मिनट तक उपचारित किया जाता है, जिसे बाद में घोल में मिलाया जाता है। कुछ निर्माताओं ने घोल में थोड़ी मात्रा में तेल विकर्षक, जल विकर्षक, गीला शक्ति एजेंट और प्रतिधारण सहायता भी मिलाई। लुगदी बनाने की प्रक्रिया में, ढले हुए उत्पादों के उत्पादन के लिए लुगदी लोडिंग एकाग्रता को 1% -2% तक समायोजित करने के लिए उचित मात्रा में सफेद पानी या साफ पानी मिलाया जाना चाहिए।
3. कागज़ की ढलाई
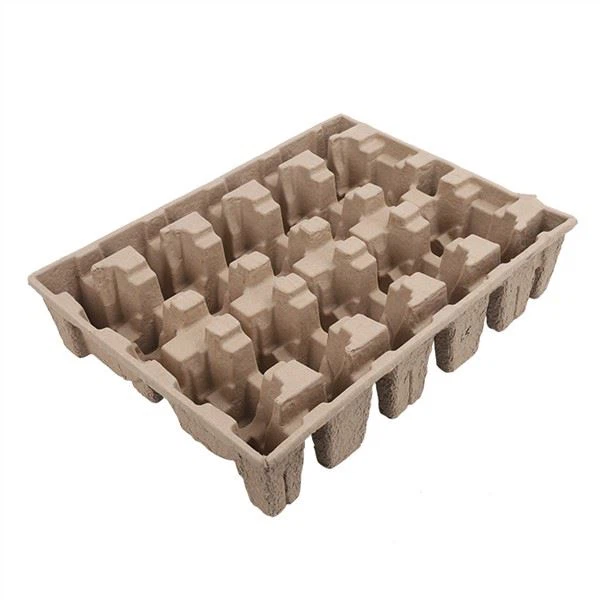
पेपर ट्रे की उत्पादन प्रक्रिया में फॉर्मिंग एक महत्वपूर्ण प्रक्रिया है, और यह पेपर मोल्डेड उत्पादों की गुणवत्ता, टूटने की दर, उत्पादन ऊर्जा खपत और उत्पादन दक्षता में निर्णायक भूमिका निभाती है। उपकरण बनाने के निर्जलीकरण सिद्धांत के अनुसार, पेपर ट्रे के लिए तीन मुख्य बनाने की विधियाँ हैं: वैक्यूम बनाने की विधि और हाइड्रोफॉर्मिंग विधि।
(1) वैक्यूम बनाने की विधि वैक्यूम सक्शन निस्पंदन द्वारा बनाई जाती है। बनाने वाले सांचे को लगभग 1% की सांद्रता वाले गूदे के घोल में रखा जाता है, और सांचे की गुहा को एक नकारात्मक दबाव बनाने के लिए वैक्यूम किया जाता है, और गूदे में मौजूद रेशों को सांचे की सतह पर समान रूप से जमा किया जाता है, वैक्यूम सक्शन के दौरान बड़ी मात्रा में नमी निकाल ली जाती है। जब भाग की आवश्यक मोटाई तक पहुंच जाती है, तो मोल्डिंग डाई को बाहर निकालना और निर्जलीकरण के लिए घोल से हटा दिया जाता है जब तक कि भाग की पानी की मात्रा 75% -80% न हो जाए, और फिर गीले पेपर मोल्ड को गिराने के लिए संपीड़ित हवा को मोल्ड की गुहा में पारित किया जाता है। इस विधि में उच्च उत्पादन क्षमता और उत्पाद की एक समान मोटाई होती है। यह पतले हिस्से बनाने के लिए उपयुक्त है जो बहुत गहरे न हों, जैसे अंडे, फल, व्यंजन, ट्रे बक्से आदि की पैकेजिंग के लिए पेपर ट्रे।
(2) हाइड्रोफॉर्मिंग विधि हाइड्रोलिक ड्राइव यांत्रिक उपकरणों के माध्यम से उच्च एक्सट्रूज़न दबाव उत्पन्न करने के लिए हाइड्रोलिक दबाव का उपयोग करती है। इसका कार्य सिद्धांत मोल्डिंग गुहा में मात्रात्मक मात्रा में लुगदी को इंजेक्ट करना है, और ऊपरी मोल्डिंग डाई को हाइड्रोलिक दबाव की कार्रवाई के तहत नीचे की ओर निचोड़ा जाता है, ताकि लुगदी को मोल्डिंग गुहा में जाल मोल्ड पर ढाला जा सके, और जाल मोल्ड के निचले सिरे से पानी निकल जाए। भागों को वैक्यूम सोखना द्वारा मोल्ड से हटा दिया जाता है और अगली प्रक्रिया में स्थानांतरित कर दिया जाता है। उच्च मोल्डिंग दबाव के कारण, यह विधि भारी आधार वजन और उच्च घनत्व वाले उथले पैन उत्पादों के उत्पादन के लिए उपयुक्त है।