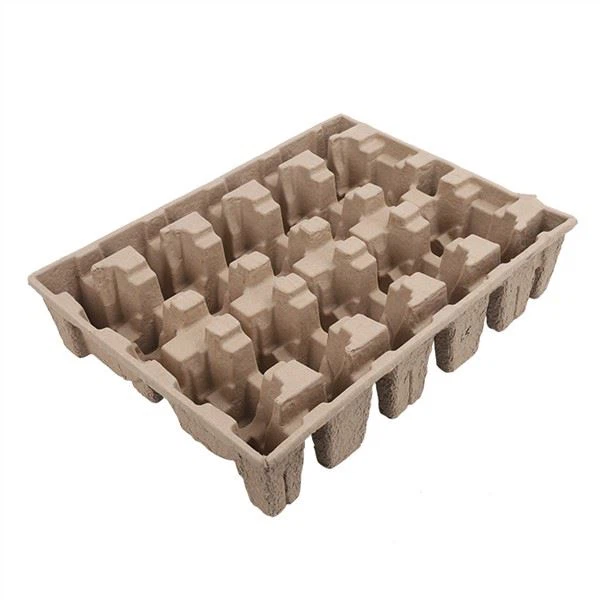
गीले {{0}दबाए गए पेपर ट्रे उत्पाद की सतह अधिक चिकनी होती है, और यह गुणवत्ता के मामले में एक उत्कृष्ट शिल्प उत्पाद है। मौजूदा समय में इसे कई प्रोडक्ट्स का साथ मिल चुका है। आइए मैं आपके साथ गीले {{3}दबाए गए पेपर ट्रे प्रक्रिया की सामान्य समस्याओं और समाधानों को साझा करता हूँ!
हॉट प्रेस नेट फ्रैक्चरिंग
गर्म दबाव की प्रक्रिया में, ओमेंटम अक्सर टूट जाता है। यदि एक फ्रैक्चरिंग नेट को मोल्ड से जोड़ा जाता है, और फिर उत्पाद को गर्म दबाने के लिए उत्पाद पर रखा जाता है, तो दबाया गया पेपर सपोर्ट उत्पाद एक निशान छोड़ देगा, जो बाहरी हिस्से को प्रभावित करेगा। इसका समाधान एक नरम जाल में बदलना है, और जाल को दबाने से पहले जाल को मैन्युअल रूप से मोल्ड पर उत्पाद के आकार में डालना है। यदि अक्षुण्ण ओमेंटम को दबाया नहीं जा सकता है, तो नेट में दरार को स्पॉट वेल्डिंग मशीन से ठीक किया जा सकता है!
कागज समर्थन सतह मुद्रण
गर्म दबाने के बाद गीले दबाए गए कागज समर्थन उत्पादों की सतह पर धारियां होती हैं। ये रेखाएं मुख्य रूप से फॉर्मिंग डाई के असमान घोल अवशोषण के कारण होती हैं। समाधान यह है कि ड्रिलिंग के लिए एक छोटी ड्रिल बिट का उपयोग किया जाए या गर्म दबाव बढ़ाया जाए। मशीन का दबाव, जो लाइन घटना को प्रभावी ढंग से सुधार सकता है। यदि संभव हो, तो आप फॉर्मिंग मोल्ड में जाली की कुछ और परतें भी जोड़ सकते हैं, ताकि छिद्रण क्षेत्र पर वैक्यूम बल अच्छी तरह से फैल सके!
उत्पाद काला
पेपर सपोर्ट ब्लैक प्रेसिंग एक बहुत ही आम समस्या है, मुख्य रूप से क्योंकि मोल्डिंग के दौरान उत्पाद संरचना का छोटा हिस्सा आसानी से कीचड़ हो जाता है, इसलिए मोटाई अन्य भागों की तुलना में बड़ी होती है, और गर्म दबाने के दौरान यह बहुत कसकर दबाया जाता है और काला हो जाता है। यह गर्म प्रेस के बहुत अधिक दबाव और बहुत लंबे समय तक गर्म दबाने के कारण भी हो सकता है। उपरोक्त स्थिति को देखते हुए, केवल फ़ाइल का उपयोग करना या मशीन टूल पर काले धब्बे के अनुरूप मोल्ड को ठीक से हटाना आवश्यक है। दूसरे मामले में, आपको मशीन को संतुलन बिंदु तक पहुंचाने के लिए गर्म प्रेस के दबाव और समय को एक ही समय में समायोजित करने की आवश्यकता है!